

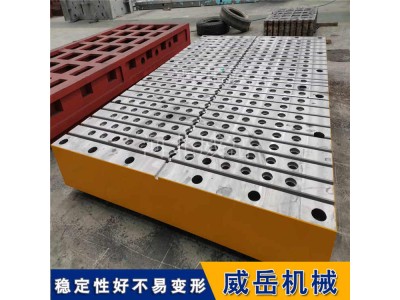


十字槽加工工艺,粗铣十字槽。一,换下面铣刀,装上中12mm超硬数控机夹立铣刀,划线及对刀,将铣刀心大致对准零件心。铣刀刀刃不能超出划线位置,调整好铣削深度开始铣削,每次铣削十字槽平台深度4mmm,留1mm余量进行精铁。二将十字槽平台旋转90”,同样的方法加工十字槽平台另一个槽。
精铣十字槽。一,所有十字槽平台均粗铣完哔后,将机床横向移出,主轴升高,将中12mm超硬数控立铣刀换成中12mm合金钨钢立铣刀。二,因为机床存在间,机床刻度精度不高(一格0.05mm)和开机震动等因素都将影响零件的尽寸控制,所以在机床升降台上磁吸一百分表架,测量头顶在横向十字槽平台侧面,横向调整槽宽的切削量用百分表控制(百分表一格0.01mm)
它的安装提高了切削精度,还可以观测加工过程中百分表是否有数值变化,及时控制加工情况,降低了加工的报废率。三,以固定钳口为基准,控制好终尺寸为14mm 槽的里侧面至固定钳口间的距离。调整十字槽平台时,该距离为大于(实际的外形43mm尺寸-宽14mm)/2值,切削深度在原粗铣深度基础上进给0.5mm。先加工一边槽侧后十字槽平台水平方向旋转180°,将终尺寸为14mm的槽的另一侧也加工一次,按此旋转法能很好地控制对称度。通过用千分尺和塞规综合测量,控制槽宽及槽深尺寸,十字槽平台经过多次旋转工件铣削,直至此槽加工合格。
注意事项切削用量:刨十字槽平台的凹槽时,切削用量要控制好,并且要用手动走刀,以免损坏刀具和工件。刀具摩擦:在刨削‘十’型槽过程中,要注意刀具的非切削部分不要与铸铁平板发生摩擦或碰撞,以免造成事故或产生废品。抬刀空间:每次切削行程的终了、回程开始之间,要切刨刀抬出槽处。因此,前后越程都应该适当放大,以便有较充足的进间和空间抬刀或落刀。
联系人:销售部卫经理 15533753786
详询可登陆我们的官网:http://www.chinaweiyue.com/

